Monday, 07 April 2025
Pulsed power (Part 2) – Why this technology for condenser water treatment is being regarded as the future in the context of chilled water systems
Dan Mizesko is the Managing Partner of Al Shirawi US Chiller Services.
Last month, we looked at how non-chemical pulsed-power water treatment technology is worth a look-in, for it completely eliminates the need for any and all chemicals typically used in a condenser/cooling tower system. The pulsed-power technology improves the operational performance of the water-based systems to which it is applied, be they chillers, towers or pumps. It makes these systems more efficient and longer lasting by eliminating such performance inhibitors as scale, corrosion, bacteria, biofilm, encrustation and fouling. In other words, it will decrease the lifecycle costs associated with towers, chillers and pumps.
Last month, we specifically looked at the issue of scale prevention. In this issue, we shall be looking at how the pulsed-power technology ensures bacterial control and corrosion control and inhibits algal growth.
Bacterial control
The pulsed-power technology has two methods of controlling microbial populations in cooling systems: encapsulation and electroporation.
Of all the forms of corrosion, localised corrosion is of most concern, because it can cause rapid deterioration and leaks in a system
In last month’s issue, I had discussed how a limestone-type powder incorporates most of the free-floating (i.e., planktonic) bacteria. Without the pulsed power technology, the bacteria are repelled by the suspended particles due to the fact that nearly all tiny particles have similar negative static electric charges on their surfaces. Once the powder is growing, the repulsion to bacteria is eliminated; therefore, the bacteria are attracted to the powder by other natural forces (i.e., van der Waals forces) and become entrapped in the powder particle. The powder, in effect, sweeps the water clean of planktonic bacteria and renders them incapable of reproducing.
Electroporation
The high-frequency, pulsing action of the pulsed-power technology’s electric fields damages the membranes of planktonic bacteria by creating small “pores” in their outer membrane. The condition weakens the bacteria and inhibits their capability to reproduce.
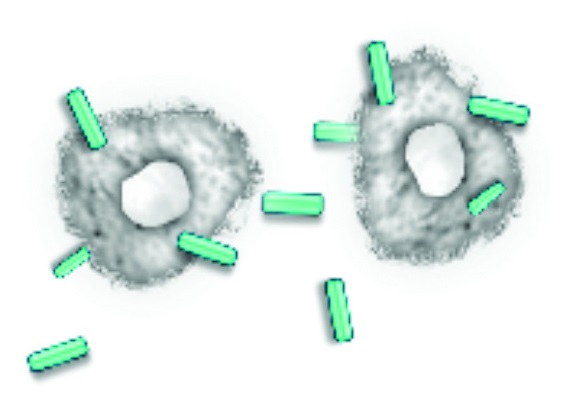
Figure 1: Encapsulation: Minerals coat bacteria
The combined effect of these two separate methods – encapsulation and electroporation – results in exceptionally low total bacterial counts (TBC) in cooling tower water.
Microbial life is encapsulated into the forming powder, preventing it from reproducing. Microbes have a 24- to 48-hour lifespan. Any microbes not captured in the forming powder are “zapped” by the secondary pulse, forcing them to spend their lifespan repairing cell wall damage rather than reproducing.
Biofilm or slime
Normally, bacteria form a biofilm or slime layer on equipment surfaces. A biofilm consists of a slimy bacterial secretion that forms a protective canopy to protect the bacteria beneath it from chemical biocides. It is very slimy to the touch, four times more insulating to heat transfer than mineral scale, and is the primary cause of microbial influenced corrosion. The bacteria that live in a biofilm, adhering to an equipment surface, are called sessile bacteria and represent 99% of the total bacteria in a system.
A biologically active system is one with an active slime layer and high planktonic bacterial count. Such a system is at risk for poor thermal performance, microbial-influenced corrosion and pathogens
The pulsed-power technology eliminates the slime layer through the process of nutrient limitation.
All the living organisms in a cooling tower depend on each other for their food supply. Thus, when the nutrients from the planktonic bacteria are diluted, the biofilm cannot be sustained and will not be created (or it will disintegrate it, if one already exists prior to the installation or operation of the pulsed-power technology).
Corrosion Control
The most serious corrosion concerns in a cooling tower or boiler come from chemical additives. Removing chemicals, avoiding the use of softened water and using the chemical-free pulsed-power technology eliminates the concerns. Other serious concerns come from localised corrosive attack, caused by biofilm or mineral scale. Under the pulsed-power treatment, these conditions are absent and, therefore, these types of corrosion are eliminated.
Of all the forms of corrosion, localised corrosion is of most concern, because it can cause rapid deterioration and leaks in a system. Localised corrosion can only be detected visually (except in the case of eddy current testing of chiller tubes to detect the localised attack, caused by chemicals or biofilm). Localised corrosion can virtually be eliminated by the pulsed-power technology. The types of localised corrosion that could be present in cooling towers or boilers include: microbial-influenced corrosion, pitting, and under-deposit corrosion of several varieties.
Uniform corrosion is characterised by the slow dissolving of entire metal surfaces. It is of minimal concern, because it rarely limits equipment life, due to the corrosion resistance of the metals used for equipment construction. Corrosion coupons, which use the weight loss of a metal sample to measure uniform corrosion rates, are a reliable method of corrosion monitoring. Galvanised sheet steel and stainless steel show no uniform corrosion in pulsed power-treated systems. Copper and plain carbon steel experience minimal uniform corrosion within industry accepted norms in pulsed power-treated systems.
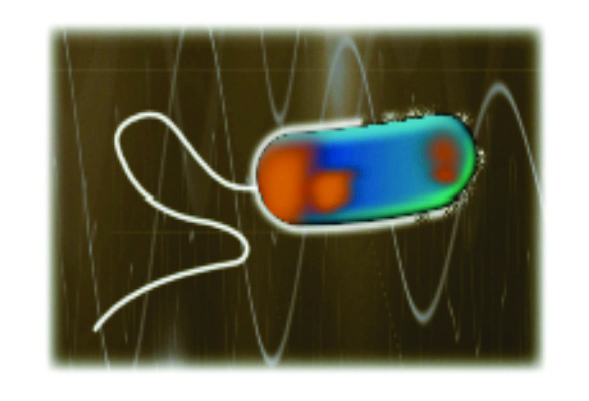
Figure 2: Electroporation: Pulse damages bacteria membranes
In a cooling tower, the method the pulsed power employs to ensure low uniform corrosion rates is to take advantage of the natural corrosion-inhibiting powers of calcium carbonate. The pulsed-power technology manages cooling tower water so that calcium carbonate powder is always forming. Calcium carbonate in that state (called saturation) acts as a powerful cathodic corrosion inhibitor. As such, it greatly slows the corrosion process by blocking the reception of electrons that are thrown off by the corrosion process. With no place for the electrons to go, the corrosion process is physically and very effectively controlled.
Algae
Algae are plants, which like all plants, require sunlight and nutrients to grow. In cooling towers, algae are aesthetically undesirable and may promote other microbial growth.
However, unless they interfere with the thermal performance of the tower by blocking fill or plugging nozzles, algae are, on their own, relatively benign. A biologically active system is one with an active slime layer and high planktonic bacterial count. Such a system is at risk for poor thermal performance, microbial-influenced corrosion and pathogens.
Under the pulsed-power treatment regime, TDS is less accurate and should not be used
Algal growth, combined with high total bacteria count, can be a warning sign of a biologically active system. Algal growth, combined with low Total Bacteria Count (TBC), is not a warning sign for a biologically active system. Consistently low TBC is a sign of a biologically inactive system, regardless of the presence or absence of algae.
Algal growth may be particularly noticeable during the spring and summer. As previously noted, algae require sunlight to grow; therefore, open cooling systems and systems that receive direct sunlight are more prone to algal growth. Blown-in dirt and nutrients also promote algal growth.
The pulsed-power technology provides excellent microbial control and good algal control under most situations. However, a combination of one or more of the following factors may result in some opportunistic and relatively benign algal growth:
• Exposure of the basin to direct sunlight
• Limited water circulation in areas of the basin (e.g., an outside trough on cross-flow towers)
• Settled dirt and precipitates
• Intermittent circulation of the water through the system
• Areas of intermittent wetting (splash areas)
If the amount of algae is undesirable, the following actions can be performed to minimise a persistent algal bloom:
• Prevent sunlight from falling on algae-prone regions. Care must be taken to prevent interference of airflow and thermal performance of the tower, though. When feasible, this procedure is the best solution.
• Improve the water flow in quiescent areas of the tower.
• For intermittently operated systems, circulate the water periodically without a load through the pulsed-power unit.
• The use of filtration systems to relieve the system of blown-in and precipitated solids can reduce the area for algae to thrive. Effective filtration will not remove existing algae but should prevent future blooms.
• Slug-fed chemical algaecide does not interfere with pulsed-power water treatment; therefore, algaecide addition is permitted. However, algaecide treatment may be only marginally effective in areas where climate and blow-in make the tower particularly prone to algal blooms.
• If there is no slime, if the heterotrophic plate counts are in control, and if the algae are not interfering with tower performance, ignore the algae, until they are removed by routine periodic tower cleaning.
Monitoring
The following three measurements are key to maintaining a well-run cooling tower:
• pH
• Conductivity
• Total Bacteria Count
These three parameters should be measured and recorded once every month on large cooling systems of 600 TR of cooling or greater, and once per quarter on smaller systems.
Occasionally, Total Dissolved Solids (TDS) is used as an alternative measurement of conductivity. Under the pulsed-power treatment regime, TDS is less accurate and should not be used.
The pH in a cooling tower under a pulsed-power treatment regime will naturally rise and level off between 8.0 and 9.0, depending on local conditions. Conductivity in cooling tower water should approximately match the setting on the conductivity controller that operates the system blowdown.
Dan Mizesko is the Managing Partner of Al Shirawi US Chiller Services. He can be contacted at dan@uschillerservices.com
[div class=”row”]
[div class=”col-md-10 col-md-offset-1 content-sidebox”]
CPI Industry accepts no liability for the views or opinions expressed in this column, or for the consequences of any actions taken on the basis of the information provided here.
[end-div]
[end-div]


")


Copyright © 2006-2025 - CPI Industry. All rights reserved.
