Tuesday, 11 March 2025
Postulating that the operational safety and efficiency of compressors can be significantly improved by using innovative and new technologies in their development and construction, Oliver Javerschek and Tobias Hieble demonstrate it through empirical and simulated results.
Postulating that the operational safety and efficiency of compressors can be significantly improved by using innovative and new technologies in their development and construction, Oliver Javerschek and Tobias Hieble demonstrate it through empirical and simulated results.
Introduction
 The operating conditions of a CO2 compressor in a combined booster refrigeration system are influenced by many factors. Besides the type of application, the system design (eg flash-gas bypass, open intermediate pressure vessel or flooded system) and the configuration (eg performance graduations, internal heat exchanger, oil management), different load and operating conditions have the greatest influence on the compressor operating status. From the point of view of a compressor manufacturer, it is important to ensure safe and reliable operation. The operational safety and efficiency of compressors can be influenced very much by the use of innovative, new technologies in their development and construction [1]. Furthermore, application-specific advice, training seminars and mathematical modelling in the planning phase can all give access to different ways of increasing operational safety. Autonomous systems incorporating sub-critical and trans-critical applications using CO2 as a refrigerant are used by BITZER at its Rottenburg site for practical training seminars. Different load and operating conditions are measured by using a booster system. This paper compares and discusses the measured and mathematically modelled results.
The operating conditions of a CO2 compressor in a combined booster refrigeration system are influenced by many factors. Besides the type of application, the system design (eg flash-gas bypass, open intermediate pressure vessel or flooded system) and the configuration (eg performance graduations, internal heat exchanger, oil management), different load and operating conditions have the greatest influence on the compressor operating status. From the point of view of a compressor manufacturer, it is important to ensure safe and reliable operation. The operational safety and efficiency of compressors can be influenced very much by the use of innovative, new technologies in their development and construction [1]. Furthermore, application-specific advice, training seminars and mathematical modelling in the planning phase can all give access to different ways of increasing operational safety. Autonomous systems incorporating sub-critical and trans-critical applications using CO2 as a refrigerant are used by BITZER at its Rottenburg site for practical training seminars. Different load and operating conditions are measured by using a booster system. This paper compares and discusses the measured and mathematically modelled results.
The structure of the booster system under discussion
The basic layout of this booster system comprises two compressors in the medium temperature (MT) stage, and one compressor in the low temperature (LT) stage. The two MT stage compressors are prototypes of the 4PTC 7K VARISPEED, and both have flange-mounted, suction-gas-cooled frequency inverter. The LT stage employs a 2MSL 07K compressor from the new SL series for sub-critical LT applications. To enable different gas cooler outlet temperatures to be simulated, the refrigerant mass flow is cooled or condensed in a water-cooled coaxial heat exchanger. The volume of cooling water that flows into this is regulated by a constantly controlled valve that is driven by the gas cooler outlet or condensing temperature in the cooling circuit. The HP expansion valve varies the refrigerant charge of the HP and LP sides. It is controlled by the high pressure and receiver pressure controller. The same controller also regulates the flash-gas bypass (FGB) valve. Downstream from the HP expansion valve is an intermediate pressure receiver with a FGB valve and two internal heat exchangers (IHE).
The liquid refrigerant from the receiver is subcooled by the internal heat exchangers in two stages against the FGB mass flow and LT suction gas mass flow. The second heat exchanger is designed primarily to keep the oil sump temperature high enough in the LT compressor. Aside from the LT freezer cabinet, another two evaporators are installed in a cold storage cell in the MT stage. The superheat at the outlet of the three evaporators is controlled by individual case controllers and electronic expansion devices featuring pulse width modulation. The booster system can be seen in the photograph, on the opposite page.
At the nominal design point, the booster system’s evaporator cooling capacities are around 20 kW in the MT stage and 3 kW in the LT stage. The parameters at the design point are: both MT compressors running at 70 Hz, the LT compressor running at 50 Hz, gas cooler outlet temperature of 35°C, a HP of approximately 87 bar(a), an intermediate pressure of 35 bar(a) and evaporating temperatures of –8°C and –32°C (each with 10 K of useful superheat). When the LT compressor is operating, the cooling capacity in the MT stage at the design point can be varied by regulating the frequency of the MT compressors from approximately 0 kW (28 Hz compressor operation) to approximately 26 kW (87 Hz compressor operation). When the LT compressor is not operating, the minimum cooling capacity is approximately 3 kW and the compressor running frequency is, then, 25 Hz. The cooling load for the evaporators is generated by electric radiant heaters, evaporator fans and heat absorption from the ambient.
Variation of operating conditions
Unlike single-stage refrigeration systems in which superheating and the compressor’s suction gas temperature are influenced solely by the expansion valve and the unuseful heat absorption into the suction line, the suction gas temperature in CO2 booster refrigeration systems is the result of three enthalpy flows ie, three mass flows with different temperatures at the same pressure level. That is why a low load in the MT stage combined with a high load in the LT stage causes higher suction gas temperatures for the MT compressors due to the influence of the hot LT mass flow. This has a negative effect on motor cooling, oil and discharge gas temperature.
The opposite scenario, involving low suction gas temperatures, and therefore, low oil sump temperatures, carries with it the risk of “wet operation” in the compressors, as well as serious degassing effects of refrigerant solved in the lubricant at lubricating areas of the compressor. Insufficient suction gas temperatures are caused mainly by “cold” or even “wet” FGB mass flows, which can occur, for example, when there is a high load in the MT stage and a low load in the LT stage. Chilled cabinets that have either glass doors or are covered at night, and higher set points during nighttime operation can intensify this situation in supermarket refrigeration systems.
Furthermore, with CO2 applications, the comparatively steep increase in the relative cooling capacity of a CO2 compressor between the nominal design conditions and operation at low external heat sink temperatures should not be overlooked. A high number of start-stop cycles and rapid pressure reductions in the compressors’ crankcases should be avoided, especially when external temperatures are low, and with them the temperature of the discharge gas and oil [2, 3]. In addition to operation under different load conditions, different intermediate pressures in the MT stage will be considered as well. Finally, as mentioned in Section 2, the influence on the resulting suction gas temperatures in the system configuration must be taken into consideration.
Operation under different load conditions
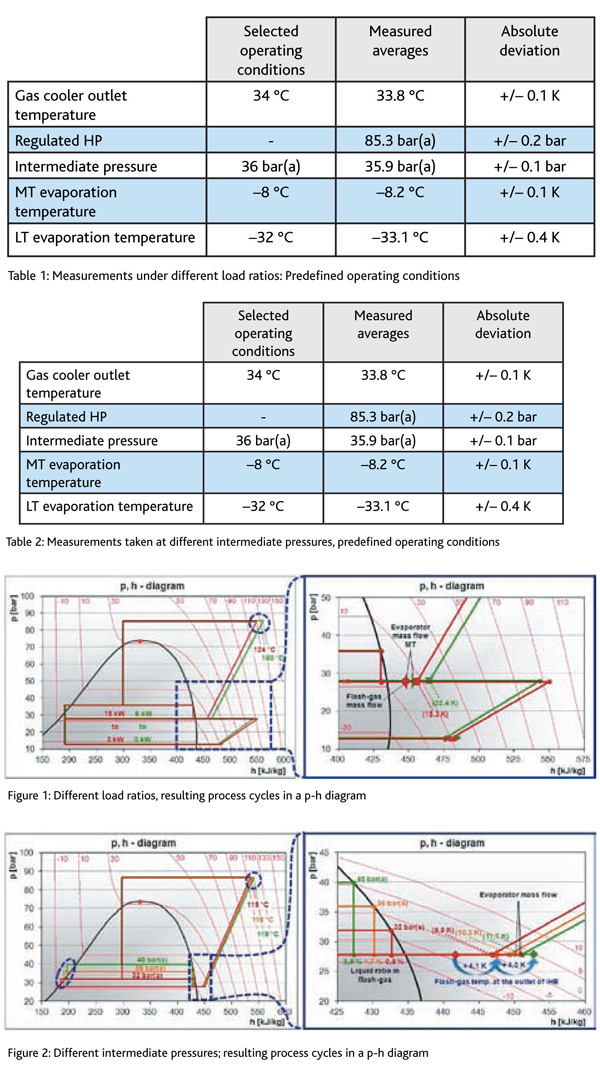
The first scenario measured used conditions involving low MT and high LT loads. To accomplish this, the booster system ran with a 6 kW heating output in the MT stage and 3 kW in the LT stage. In the second scenario, the heating output was increased in the MT stage to 15 kW, while keeping the LT stage at the same level. These two sets of operating conditions therefore approximate to MT-to-LT load ratios of 2 to 1 and 5 to 1, respectively. With regard to the operation of the MT stage, in the 2 to 1 scenario, one compressor operated at 63 Hz, and in the 5 to 1 load ratio, two compressors operated at 58 Hz. The compressor in the LT stage ran at 50 Hz in each case. For selected operating conditions under which the load ratios were varied, the averages and absolute deviations of all the readings were measured and are listed in Table 1.
The results confirm the correlation mentioned at the beginning: the higher the load ratio between MT and LT, the lower the suction gas temperatures at the MT stage. A comparison between the operating temperatures is noteworthy. At a load ratio of 2 to 1, the resulting superheat at the MT compressor inlet is 22.4 K. The discharge gas temperature measured on the surface of the pipe connected to the MT compressor in operation was 124.6°C. At a load ratio of 5 to 1, the superheat at the MT compressor dropped by 9.4 K to 13.0 K. The average discharge gas temperature measured at the MT compressor was 117.0°C. Figure 1 compares operation under different load conditions in a p-h diagram. These diagrams show very clearly the influence that the different load conditions have on the suction gas superheat in the MT stage.
The calculated and balanced figures were used for both the total superheat and the discharge gas temperature. If one were to reduce the MT load to less than 2.5 kW while keeping the other conditions the same, then the maximum allowable discharge gas temperature at the compressors and at the coalescing oil separator used would be exceeded. This could be prevented by using an LT discharge gas desuperheater, which would reduce the thermal load on the oil, the filter cartridges in the oil separator, and the compressors.
Operation at different intermediate pressures
The intermediate pressures were varied while the system was operating exclusively with an MT load, and with quasi-constant conditions on the HP and LP sides. The intermediate pressures were 32, 36 and 40 bar(a). Table 2 contains an overview of the selected operating conditions, the averages of the measured values, and their maximum absolute deviation.
The results of the measurements show that when the intermediate pressure rises, and with it the intermediate pressure temperature, the level of superheating in the flash-gas also increases. An intermediate pressure of 32 bar(a) produces a measured suction gas superheating level of 8.8 K for the MT compressor. Under these conditions, the discharge gas temperature measured at the common discharge header of the MT compressor stage is 111°C. If the intermediate pressure is raised to 36 bar(a), then the suction gas superheating level rises to 10.6 K and the discharge gas temperature rises to 113.4°C. Finally, at an intermediate pressure of 40 bar(a), the suction gas superheating level is 12.0 K and the discharge gas temperature 114.7°C.
If we relate the result of these measurements to the superheating of the flash-gas at the outlet of the IHE, then the effect of the different intermediate pressures becomes even more pronounced. At an intermediate pressure of 32 bar(a), flash-gas superheating is 4.8 K. This superheating figure rises to 8.9 K at an intermediate pressure of 36 bar(a), while the results of the third measurement point in this series yield a flash-gas superheating level of 12.9 K at an intermediate pressure of 40 bar(a). The results of this are shown in Figure 2 in graphical form so that the differences can be clearly compared.
An internal heat exchanger is almost essential in order to achieve sufficient suction gas temperatures, especially during pure MT operation, as in this scenario. A side effect of this is that the liquid refrigerant is subcooled, thus significantly reducing the risk of flash-gas formation caused by heat absorption and a reduction of pressure upstream of the electronic expansion valve. Flash-gas formation before the expansion device leads to a reduced expansion valve performance, and to a reduction in the quality of the superheat control. Furthermore, the suction gas can, in phases, come out of the evaporator both “wet” and excessively superheated.
Conclusions
Because of the different enthalpy flows, operating conditions and load ratios have a decisive influence on the compressors, especially the MT compressors in a CO2 booster refrigeration system. By performing measurements on an actual booster system, this influence was recorded metrologically and compared with simulated results. This demonstrated that the measured figures correspond well with the calculated results, and that the expected results were achieved, both when varying the intermediate pressure and when varying the load ratios.
This indicates that cooling systems can be simulated, as early as in the planning stage, in order to identify necessary additional components such as internal heat exchangers, desuperheaters or other regulatory components to avoid potential operating difficulties. Furthermore, the choice of intermediate pressure has a major influence on the system’s operating safety and should be taken into consideration. One possible way of setting up a simulation, together with the most common ways of solving insufficient and excessive MT suction gas superheating has been published by the authors in article [3].
The writers work for Bitzer Kuehlmaschinenbau GmbH, Germany. They can be contacted at: Oliver.Javerschek@bitzer.de and Tobias.Hieble@bitzer.de
Abbreviations
Bibliography



")
Copyright © 2006-2025 - CPI Industry. All rights reserved.
