Thursday, 06 March 2025
Saying that design engineers owe it to end-users to offer optimal cost and efficiency benefits, Jean-Marc Marchand suggests ways to work around challenges.
Saying that design engineers owe it to end-users to offer optimal cost and efficiency benefits, Jean-Marc Marchand suggests ways to work around challenges.

When it comes to designing process cooling systems, engineers have the responsibility and obligation towards end-users to take advantage of the latest innovations available to minimise energy costs and water consumption. In order to do this, they must be familiar with the process load profile, seasonal climate conditions, geography and water availability of the specific location.
Low lift cooling applications
Some industrial processes and most data centres have unique cooling requirements in that they require higher cooling water temperature for heat removal. While one would immediately assume that making warmer cooling water is much more energy efficient and cost effective, it comes with its challenges. Typical water-cooled chillers are designed for lower temperature – higher lift conditions, as you would typically see in comfort cooling applications. The lift on a chiller is defined as the difference between the condenser refrigerant pressure and the evaporator refrigerant pressure. It can also be defined as the difference in their temperatures.
Air-Conditioning, Heating, and Refrigeration Institute (AHRI) standard conditions for comfort cooling are 44°F, leaving chilled water temperature (LCHWT) and 85°F entering condenser water temperature (ECWT). In data centre cooling and some process cooling applications, these AHRI standard conditions do not apply, because the LCHWT is typically much higher than 44°F. In fact, we can see LCHWT’s as high as 60°F to 75°F. During these conditions, the ambient wet- bulb temperatures are similar to those of comfort cooling applications and, therefore, require the chillers to operate at lower lift conditions compared to conventional comfort cooling conditions.
When a chiller experiences lower lift conditions, the compressor has to do less work and, consequently, consumes less energy. This remains true when the load remains constant. But the wet-bulb conditions change and, therefore, the ECWT becomes lower at constant LCHWT. These conditions are very desirable up to a certain point (when the chiller lift becomes too low to maintain stable operation of the chiller). Chiller manufacturers are limited in the way they can minimise the negative effect of low lift, either by the type of refrigerant they use or by the design of their machines. It is up to the design engineers to work around the limitations that low lift imposes on system performance.
Free cooling and partial free cooling
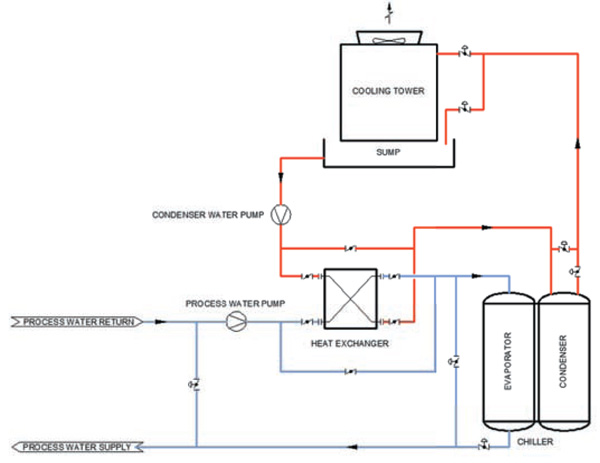
One unique feature of a higher temperature process chilling application is that the return chilled water is usually at a higher temperature than what the cooling tower is supplying to the condenser. Therefore, engineers have the benefit of taking advantage of partial or full free cooling throughout the major part of the year, with the use of plate and frame heat exchangers.
Partial free cooling is achieved by flowing the return chilled water through the hot side of the heat exchanger and flowing colder cooling tower water through the cold side of the heat exchanger, in order to remove as much heat as possible from the chilled water loop before returning it to the chiller’s evaporator. Full free cooling is achieved by flowing the return chilled water through the heat exchanger and dropping the temperature all the way down to the design process water temperature, thus eliminating the need to flow the water to the chiller’s evaporator. A bypass around the chiller is utilised for this mode of operation. Switching from these modes of operation is typically achieved by the use of automated valves, as shown in the figure above.
When engineers are tasked with designing a process cooling system with free cooling, several factors must be taken into consideration. Firstly, consider what the first cost with respect to the size of the heat exchanger and cooling tower is. This will need to be weighed against payback duration. If a heavy emphasis is placed on cooling tower capacity and heat exchanger surface area, then the first cost will be high. However, tighter heat exchanger temperature approaches and wet-bulb approaches will be achieved, and, subsequently, there will be more hours of free cooling throughout the year. This results in significant energy savings, especially during summer, and shoulders the burden of seasons when wet-bulb temperatures are typically higher.
In some process cooling applications, it is not uncommon to design a system where the process water is pumped directly from a common cooling tower sump, eliminating the need for a plate and frame heat exchanger to achieve free cooling. Without the inefficiency of the heat exchanger, you can achieve lower process water temperatures.
If the wet-bulb temperatures are above the point where the cooling tower cannot cool the process water down to the design temperature, then the water can be pumped through the chiller’s evaporator in order to achieve the required process water temperature. Typically, three types of pumps are required for this application. Condenser water pumps are required for the heat rejection in the chiller, process water pumps to pump the water directly from the cooling tower sump to the process, and chilled water process pumps to pump the water from the sump, through the chiller’s evaporator and to the process. All three pumps can be located together at the common cooling tower sump. This pumping arrangement makes the layout more efficient and eliminates the footprint requirement for chilled water pumps in a building. It also simplifies the electrical requirements for the system, as it keeps all the pumping electrical loads in one location, as opposed to being spread out across the site.
The main drawback of having an open cooling loop is that the heat exchange equipment will be exposed to open cooling tower water, this can lead to fouling and clogging of heat transfer equipment, if not treated properly. It is very important that adequate filtration equipment is utilised in the cooling tower sump to keep the amount of solids within safe limits and protect all the heat transfer surfaces in the system. The filtration system should be coupled with a good water treatment programme in order to prevent scale build-up and biological growth in the system. Scaling up of heat transfer surfaces impedes performance of the system and shortens the life of the equipment. This also increases the consumption of water and energy, which is incongruous to the environmental and economic benefits of free and partial free cooling.
The writer is from Stellar Energy. He can be contacted at: jmarchand@stellarenergy.net



")
Copyright © 2006-2025 - CPI Industry. All rights reserved.